



Pelējuma specifikācijas
|
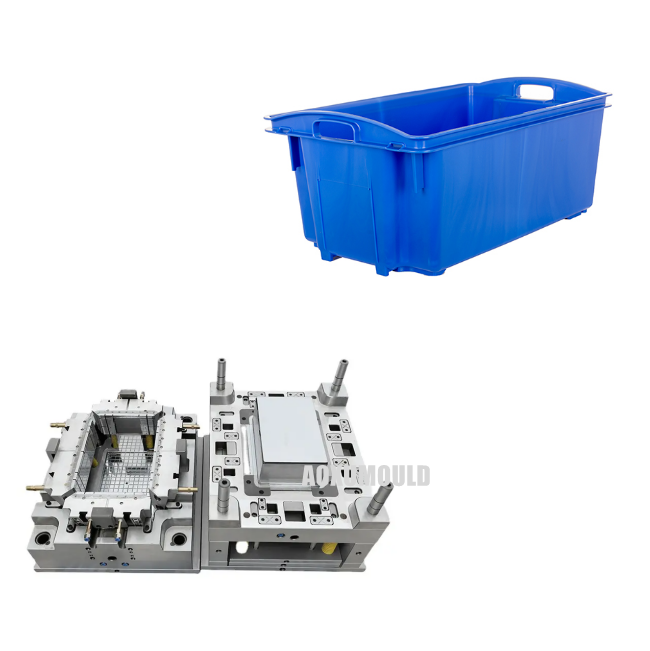
Pelējuma nosaukums |
Plastmasas zivju kastes veidne |
|
Produktu materiāls |
HDPE |
|
Produkta lielums |
711 x 438 x 313 mm |
|
Produkta svars |
3100Grammas |
|
Produktu ietilpība |
55 litra |
|
Pelējuma materiāls dobumam &. Kodols |
P20/718H/2738 |
|
Dobuma vārtu guvumi |
1 dobums |
|
Injekciju sistēma |
Karsts skrējējs |
|
Piemērota injekcijas mašīna |
680T |
|
Pelējuma izmērs |
1250x880x720mm |
|
Pelējuma svars |
6200 kg |
|
Pelējuma mūža laiks |
vairāk nekā 500, 000 datori |
|
Dzemdību laiks |
45 dienas |
Kā noformēt zivju kastes veidni?

Projektējot plastmasas kastu iesmidzināšanas veidni, ir jāņem vērā daudzi faktori, piemēram, produkta struktūra, materiāla īpašības, formēšanas process un pelējuma kalpošanas laiks. Šeit ir galvenie dizaina soļi un apsvērumi:
1. Produkta struktūras un pelējuma dizaina analīze
Izmērs un sienas biezums: kastes parasti ir lielas (piemēram, zivju kastes, loģistikas kastes, uzglabāšanas kastes), ir jāpārliecinās, ka pelējuma dobuma stiprība ir pietiekama, sienas biezums ir vienmērīgs (parasti 2. 5-4 mm), lai izvairītos no saraušanās vai deformācijas.
Stieņu pastiprināšana un funkcionālā struktūra: projektējot armatūras stieņus (biezums mazāks vai vienāds ar 50% no galvenās sienas biezuma), sakrautas spraugas, rokturi utt., Jāņem vērā atbrīvošanas slīpums (parasti 1-2 grāds) un piepildot grūtības.
Virsmas izvēle:
Atdalot gar maksimālo kastes profilu, lai izvairītos no apgrieztas sprādzes.
Atdalīšanas līnija ir paslēpta pēc iespējas vairāk neapmierinātības virsmā (piemēram, kastes apakšā vai malā), lai samazinātu zibspuldzes ietekmi uz izskatu.
2. Vērtēšanas sistēmas dizains
Vārtu tips:
Sānu vārti: Piemērots mazām un vidēja lieluma kastēm, zemām izmaksām, bet ir manuāli jānogriež no vārtiem.
Latentie vārti: automātiska pazemināšana, piemērota automatizētai ražošanai.
Daudzpunktu karstais skrējējs: lielas zivju kastes parasti izmanto, lai saīsinātu pildījuma laiku un samazinātu metināšanas zīmes (piemēram, simetrisku līmēšanu četros kastes stūros).
Plūsmas kanāla līdzsvars: simetrisks izkārtojums tiek izmantots, lai nodrošinātu, ka kausēšana ir vienmērīgi piepildīta un izvairītos no deformācijas (piemēram, H formas plūsmas kanāls).
Aukstā barība labi: iestatiet galvenās straumes galā, lai neļautu aukstai barībai bloķēt vārtus.
3. Dzesēšanas sistēmas dizains

Izpildiet ūdensceļa formu: sakārtojiet dzesēšanas caurules gar konteinera profilu, īpaši dziļiem dobumiem un pastiprinātām vietām (piemēram, sānu sienām un konteinera apakšdaļai).
Zonas temperatūras kontrole: biezas sienas vietas (piemēram, roktura sakne) stiprina dzesēšanu, lai novērstu nevienmērīgu kontrakciju.
Materiāla izvēle: vara sakausējuma vai berilija vara ieliktņi vietējai efektīvai dzesēšanai.
4. Ejektoru un izgrūdēju sistēma
Augšējā stieņa izkārtojums:
Vienmērīgi sadalīts kastes apakšdaļās un sānos, lai izvairītos no izgrūšanas deformācijas.
Ejektora stieņa diametrs ir lielāks vai vienāds ar φ5mm (φ 8-12 mm lielām apgrozījuma kastēm), un to skaitu nosaka atbilstoši paredzētajai zonai.
Gāzes palīdzības izmešana: Dziļā dobuma apgrozījuma kārbu var aprīkot ar gaisa vārsta palīgdarbības izgrūšanu.
Atlaides slīpums: iekšējais slīpums lielāks vai vienāds ar 1 grādu, ārsienas slīpums 0. 5-1 grāds (pp/hdpe materiāls).
5. Izplūdes sistēmas dizains
Izplūdes rieva: iestatīts atdalīšanas virsmā, izgrūdēja caurumā un ievietojiet spraugu, dziļums 0. 02-0. 04mm (pp materiāls).
Vakuuma ventilācija: ventilēta tērauda vai ventilēta tērauda ieliktņi ir pieejami dziļo dobuma zonām.
6. pelējuma struktūra un materiāla izvēle
Pelējuma materiāls: pirms karta tērauda (piemēram, P20/718H), veidņu biezums ir lielāks vai vienāds ar 300 mm (liels pelējums).
Dobums/kodols: augsta cietības materiāls (piemēram, S136, Nak8 0), virsma tiek slīpēta līdz ra0.2μm vai mazāk.
Vadīšanas un pelējuma bloķēšana: pievienojiet koniskas pozicionēšanas bloku un slīpu virzošo kolonnu, lai nodrošinātu pelējuma aizvēršanas precizitāti.
7. Pārbaude un optimizācija
Procesa parametri: soļa iesmidzināšana (vispirms lēna un pēc tam ātra), ilgstošs spiediena turēšanas laiks (kompensācija par saraušanos).
Problēmu risināšana:
Saraušanās: palieliniet turēšanas spiedienu vai pielāgojiet vārtu pozīciju.
Metināšanas zīmes: optimizējiet vārtu skaitu vai palieliniet kausēšanas temperatūru.
Deformācija: noregulējiet dzesēšanas ūdensceļu vai pievienojiet atbalsta kolonnu.
Kāda veida tērauds plastmasas zivju kastes veidnei?
Tērauda izvēlei plastmasas zivju kastes veidnei visaptveroši jāapsver tādi faktori kā pelējuma kalpošanas laiks, pārstrādes veiktspēja, izturība pret koroziju, pulēšanas prasībām un izmaksām. Šis ir kopsavilkums par parasti izmantotajiem tēraudiem un to piemērošanas scenārijiem:

1. iepriekš izturīgs tērauds (iepriekš izturēts tērauds)
- Tipiskas pakāpes: P20 (3CR2MO), 718H (modificēts P20), NAK80 (Tatsu, Japāna)
- funkcijas:
-P20: Cietība HRC 30-35, ērta apstrāde, zemas izmaksas, piemērotas mazas un vidēja izmēra partijas ražošanai.
-718 H: Augstāka cietība (HRC 35-40), labāka nodiluma pretestība un izturība nekā P20, piemērota sarežģītām struktūrām vai augstas dzīves prasībām.
-NAK80: iepriekšēja stāvokļa (HRC 37-43), lieliska spoguļa pulēšanas veiktspēja, piemērota augstām virsmas prasībām (piemēram, caurspīdīgām zivju kastēm).
-Pieņemšanas scenārijs: Parastā plastmasas zivju kaste (PP/PE materiāls), nav papildu termiskās apstrādes, piemērota mazām un vidēja izmēra veidnēm.
2. Korozijai izturīgs nerūsējošais tērauds
- Tipiska pakāpe: 420 (4CR13), S136 (Assab), HPM38 (Hitachi)
- funkcijas:
- 420: laba izturība pret koroziju, cietība hrc 48-52 (nepieciešama termiskā apstrāde), piemērota mitrā vai sāļai videi (piemēram, ūdens pārstrādes augi).
- S136: Augsta tīrības nerūsējošais tērauds, lieliska izturība pret koroziju, lieliska pulēšanas veiktspēja, piemērota ilgstošai kontaktam ar ūdens veidnēm.
- Pielietojuma scenārijs: Zivju kastes pelējums ar augstu mitrumu, saskare ar jūras ūdeni vai bieža tīrīšana.
3. Augsta nodiluma izturīga karstā darba tērauds
- Tipiska pakāpe: H13 (4CR5MOSIV1)
- funkcijas:
- Augstas temperatūras izturība (virs 500 grādiem), lieliska nodiluma izturība, piemērota ātrgaitas iesmidzināšanas veidošanai vai biežām sildīšanas/dzesēšanas veidnēm.
- nepieciešama siltuma apstrāde (cietība hrc 45-50), augstas izmaksas.
- Pielietojuma scenārijs: masveida ražošana vai stikla šķiedru pastiprināta plastmasa (piemēram, pastiprināta PP zivju kaste).
4. Ekonomiskais oglekļa tērauds
- Tipiska pakāpe: 45# tērauds, S50C
- funkcijas:
-Lowest izmaksas, bet slikta nodiluma un korozijas izturība, kurai nepieciešama virsmas apstrāde (piemēram, hroma pārklājums, nitring).
- Piemērots mazas partijas izmēģinājumu ražošanai vai zemas precizitātes veidnei.
- Piemērojamie scenāriji: pagaidu veidnes vai zema budžeta scenāriji.
Materiālu atlases ieteikumi
1. Parastā zivju kaste (PP/PE, maza un vidēja partija): priekšroka tiek dota P20 vai 718H, ņemot vērā izmaksas un dzīvības.
2. Augsta izturība pret koroziju: izvēlieties 420 vai S136 nerūsējošo tēraudu, lai izvairītos no rūsas, kas ietekmē veidnes dzīvi.
3. Augsta virsmas apdare: NAK80 vai S136, lai nodrošinātu, ka zivju kastes izskats ir nevainojams.
4. Liela partijas ražošana: H13 vai augsta cietības instrumenta tērauds (piemēram, D2), uzlabojiet nodiluma izturību.
5. Zemu izmaksu izmēģinājumu ražošana: 45# Tērauda virsmas apstrāde.
- Dzesēšanas sistēmas dizains: Tērauda siltumvadītspēja ietekmē iesmidzināšanas efektivitāti, H13 un vara sakausējuma ieliktņus optimizēt dzesēšanu.
-Mougt izmērs: liela izmēra veidnēm jāizvēlas tērauds ar labu sacietējamību (piemēram, 718h), lai izvairītos no termiskās apstrādes deformācijas.
-Lapēšanas tehnoloģija: pirms cieta tērauda var tieši apstrādāt, un citam tēraudam ir jārezervē termiskās apstrādes pabalsts.
Ieteicams veikt padziļinātu saziņu ar pelējuma piegādātājiem atbilstoši faktiskajām ražošanas vajadzībām (izvade, plastmasas tips, vides apstākļi) un vajadzības gadījumā veikt tērauda veiktspējas pārbaudi.
KāTo EniecīgsTviņšPelējums ar ilgu mūžu?
Lai nodrošinātu iesmidzināšanas veidnes kalpošanas laiku, ir jāveic visaptveroša pārvaldība no projektēšanas, ražošanas, izmantošanas, apkopes un citām saitēm. Šeit ir daži galvenie pasākumi:
1. pelējuma materiāla izvēle
- Augstas kvalitātes Die Steel: atlasiet Die Steel ar augstu nodiluma izturību, augstu izturību un izturību pret koroziju atbilstoši produkta prasībām (piemēram, H13, S136, NAK80, P20 utt.).
- Materiālu saskaņošana: ņemot vērā iesmidzināšanas materiālu īpašības (piemēram, plastmasas veidnes, kas satur stikla šķiedras, kuras ir viegli valkāt), izvēlieties pelējuma tēraudu ar lielāku cietību vai labāku virsmas apstrādi.
2. saprātīgs pelējuma dizains
- Strukturālā optimizācija: izvairieties no asiem stūriem vai plānas sienas dizaina, lai samazinātu stresa koncentrāciju; Racionāla nolaišanas slīpuma dizains, lai samazinātu pretestības samazināšanu.
- Dzesēšanas sistēma: vienmērīgs dzesēšanas kanāla izkārtojums, lai izvairītos no vietējas pārkaršanas, izraisot termisko nogurumu vai deformāciju.
- Plūsmas kanāls un izplūdes gāzu dizains: samaziniet izkausētās plastmasas plūsmas pretestību, saprātīgi iestatiet izplūdes tvertni, lai izvairītos no ieslodzītās gāzes vai dedzināšanas.
- Virsmas un atbilstības precizitāte: lai nodrošinātu, ka atdalīšanās virsma ir gluda, pelējums, sprādziens un citas koordinācijas spraugas daļas ir saprātīgas, samaziniet nodilumu.
3. Precizitātes ražošanas process
- termiskās apstrādes process: atdzesēšana, rūdīšana un citi procesi, lai uzlabotu pelējuma cietību un izturību.
-Sur virsmas apstrāde: nitring, hroma pārklājums, PVD pārklājums (piemēram, TIN, Tialn) un citas tehnoloģijas, lai uzlabotu virsmas cietību un izturību pret koroziju.
- apstrādes precizitāte: nodrošiniet pelējuma detaļu (piemēram, spoguļa pulēšanas) izmēru precizitāti un apdari, samaziniet berzi un pelējuma pielīmēšanas risku.
4. Standarta darbība
- Injekcijas formēšanas parametru optimizācija:
- Temperatūras kontrole: saprātīgi iestatiet cilindra temperatūru un pelējuma temperatūru, lai izvairītos no termiskā sprieguma, ko izraisa pārāk augsts vai pārāk zems.
- spiediens un ātrums: samaziniet iesmidzināšanas spiedienu un ātrumu, lai samazinātu pelējuma trieciena slodzi.
-Spiešanas turēšanas un atdzesēšanas laiks: saprātīgi iestatiet spiediena turēšanas laiku, lai izvairītos no pārmērīgas piepildīšanas; Pirms pelējuma atvēršanas nodrošiniet pietiekamu atdzesēšanu.
-Avājās pārslodze: pārslodzes ražošana ir aizliegta (piemēram, pārsniedzot iespīlēšanas spēku vai injekcijas apjoma ierobežojumu).

5. Regulāra apkope un uzturēšana
- Tīrīšana un rūsas profilakse:
- Pēc katras ražošanas notīriet atlikušo plastmasu un eļļu, lai izvairītos no korozijas.
-Ilgstošas nelietošanas laikā uzklājiet pret rūsas eļļu un turiet aizzīmogotu.
- Eļļošanās vadība: regulāri pievienojiet augstas temperatūras smērvielu kustīgām detaļām, piemēram, Thimble, slaids un vadot.
- Pārbaudiet un remontējiet:
- Regulāri pārbaudiet pelējuma virsmas nodilumu, plaisas vai rūsas, savlaicīgi salabojiet mazus bojājumus.
- stipri nēsātu detaļu, piemēram, smailes un ieliktņu, aizstāšana vai atjaunošana.
6. Ražošanas vides kontrole
- Temperatūras un mitruma pārvaldība: Izvairieties no pelējuma rūsas mitrā vidē.
- Tīras izejvielas: pārliecinieties, ka plastmasas izejvielām nav piemaisījumu (piemēram, metāla daļiņas, putekļi), lai novērstu pelējuma skrāpēšanu.
- Darbības specifikācijas: vilciena operatori pareizi izmanto veidnes, lai izvairītos no vardarbīgas pazemināšanas vai sadursmes.
7. pelējuma uzraudzība un dzīves vadība
- Lietošanas ierakstu skaits: Statistiskā pelējuma veidņu laiki, prognozējiet dzīves ciklu.
- Regulāra pārbaude: izmantojiet ultraskaņas, mikroskopu un citus rīkus, lai noteiktu iekšējās plaisas vai nogurumu.
-Pase detaļu pārvaldība: iepriekš sagatavojiet detaļu nēsāšanu (piemēram, ieliktņus, iedegumus), lai saīsinātu apkopes dīkstāvi.
8. Darbs ar īpašām situācijām
- Ļoti kodīgi materiāli: izmantojiet pret koroziju izturīgu tēraudu (piemēram, S316) vai pievienojiet virsmas pārklājumu.
- Augsta stikla šķiedru materiāls: augstākas cietības tērauda izmantošana un stiprina virsmas apstrādi (piemēram, cieto pārklājumu).
Injekcijas veidņu dzīves ilguma pamatojums ir:
Augstas kvalitātes materiāls + zinātnisks dizains
✅ Precīzi ražošana + standarta lietošana
✅Regulārā apkope + profilaktiskā pārvaldība
Izmantojot sistemātisku dzīves cikla pārvaldību, pelējuma dzīvi var ievērojami uzlabot un samazināt ražošanas izmaksas.
Pelējuma sastāvdaļas
Pelējuma tērauds

Karstā skrējēja sistēma

Standarta daļas

KāTo CstrupsA SutilitīvsInosēšanāsMvecumsMsāpētFvaiTviņšZivju kaste MouLd?

Pareizas iesmidzināšanas mašīnas izvēlei Crate veidnei ir nepieciešams visaptverošs pelējuma lieluma, produkta materiālu, ražošanas efektivitātes un aprīkojuma veiktspējas novērtējums. Šeit ir galvenās darbības un kā atlasīt parametrus:
1. Galveno parametru aprēķins
(1) Slāpēšanas spēks
Pelējuma bloķēšanas spēks ir galvenais iesmidzināšanas mašīnas izvēles parametrs, kam jāaptver kausēšanas spiediens uz pelējuma atdalīšanas virsmas:
Saglābšanas spēks (tonnas)=Projicētais laukums (cm²) \ Times Materiāla spiediens (MPa) \ Div 1000 \]
- Prognozētais laukums: maksimālais horizontālais prognozētais laukums (garums × platums) apgrozījuma kastē + ielejas sistēmas laukums.
-Materiālais spiediens: saskaņā ar materiāla izvēli (PP/HDPE parasti ņem 30-50 MPA, dziļa dobums vai plāna siena uzņem augšējo robežu).
Piemēri:
Kastes izmērs ir 500 × 400 mm, un ielejas sistēmas laukums ir aptuveni 10%
Prognozētā zona=(50 cm × 40cm) × 1. 1=2200 cm²
Slāpēšanas spēks=2200 × 50/1000=110 tonnas (jāizvēlas lielāka vai vienāda ar 120 tonnām modeļu)
(2) šāviena svars
Iesmidzināšanas mašīnas teorētiskajam iesmidzināšanas tilpumam ir jāaptver kopējais "produkta + skrējēja" svars: iesmidzināšanas tilpums (g) lielāks vai vienāds ar produkta svaru \ reizes 1,5 \
Materiāla blīvums: pp par {{0}}. 91g/cm³, hdpe aptuveni 0,95 g/cm³.
- Drošības koeficients: parasti 1. 5-2. 0, lai izvairītos no iesmidzināšanas tilpuma vairāk nekā 80% no mašīnas jaudas.
Piemēri:
Apgrozījuma kastes neto svars 1500g, skrējiena svars 200 g, kopējais svars 1700g
Teorētiskā injekcijas tilpums, kas lielāks vai vienāds ar 1700 × 1. 5=2550 g (jāizvēlas injekcijas tilpums, kas lielāks vai vienāds ar 3000 g modeli), jāizvēlas injekcijas tilpums)
(3) Skrūvju diametrs un insults
- Skrūvju diametrs: ietekmējot plastifikācijas ātrumu un spiedienu, lielas diametra skrūve ir piemērota biezām sienas produktiem (apgrozījuma kaste, ko parasti izmanto φ 60-90 mm).
- Injekcijas insults: lai sasniegtu kausēšanas pildījuma daudzumu, insultu lielāks vai vienāds ar 4 reizes lielāku produkta biezumu (dziļas dobuma apgrozījuma kastei ir nepieciešams garāks insults).
2. pelējuma un aprīkojuma atbilstība
(1) Veidnes lielums un modulis
- Veidnes izmērs: iesmidzināšanas formēšanas mašīnas veidnei jāspēj uzstādīt pelējumu (garums × platums ir mazāks vai vienāds ar veidnes izmēru).
- Pelējuma biezums: pelējuma aizvēršanās augstumam jābūt minimālajam - maksimālais veidnes veidnes diapazons.
Tipisks apgrozījuma kastes veidnes izmērs:
Veidnes prasības: 800 × 600 mm (mazi) līdz 1500 × 1200 mm (lieli)
Pelējuma biezums: 400-800 mm (jāatbilst veidņu veidnes veidnes telpai)
(2) Pelējuma atvēršanas ceļojuma un izmešanas telpa
- pelējuma atveres gājiens: tam jābūt lielākam par apgrozījuma kastes × 2 + drošības attāluma (50-100} mm) augstumu.
Piemēram: apgrozījuma kastes augstums 300 mm → Stroke atvere lielāks vai vienāds ar 300 × 2 + 50=650 mm.
- Izmērīšanas insults: pārliecinieties, ka ejektora stienis var pilnībā izspiest produktu (dziļas dobuma apgrozījuma kastei jābūt lielākai vai vienādai ar 100 mm).
3. Citi galvenie faktori
(1) Materiāla īpašības ir piemērotas
-Barrel temperatūra: PP apstrādes temperatūra ir aptuveni 200-280 pakāpe, HDPE ir aptuveni 180-260 grāds, ir jānodrošina iesmidzināšanas formēšanas mašīnas temperatūras kontroles precizitāte.
- Skrūvju saspiešanas koeficients: PP/HDPE ieteicamā kompresijas attiecība 2. 5-3. 0 (universāla skrūve var būt).
(2) Ražošanas cikla optimizācija
- Injekcijas ātrums: lielām apgrozījuma kastēm ir nepieciešams liels iesmidzināšanas ātrums (lielāks vai vienāds ar 80% pilnu ugunsgrēka ātrumu), lai samazinātu pildījuma laiku.
-Enerģijas taupīšanas prasības: servo motora vai visu motoru iesmidzināšanas mašīna var samazināt enerģijas patēriņu (piemērota masveida ražošanai).
(3) Īpašas funkcionālās prasības
- Daudzpakāpju iesmidzināšana: atbalstiet segmentētu pildījuma un spiediena aiztures kontroli, lai uzlabotu saraušanos biezās sienas vietās.
-Kore vilkšanas funkcija: ja apgrozījuma kastē ir sānu caurumi vai apgriezti sprādze, izvēlieties modeli ar hidraulisko cilindru.
4. Atlases process
A. Aprēķiniet režīma bloķēšanas spēku un injekcijas tilpumu (pamat parametru skrīnings).
B. Pārbaudiet pelējuma uzstādīšanas izmēru (veidne, pelējuma biezums, pelējuma gājiens).
C. Atbilstoša materiāla procesa prasības (mucas temperatūra, skrūvju tips).
E. Papildu funkciju novērtēšana (automatizācijas saskarne, enerģijas taupīšanas konfigurācija).
F. Pārbaudes aprīkojuma zīmols un stabilitāte (Haitian, Zhenxiong, Engel un citu zīmolu cenu starpība).
5. Tipisks modeļa ieteikums (kā piemēru ņemiet PP apgrozījuma lodziņu)
| apgrozījuma kastes izmērs|pelējuma bloķēšanas spēks|Injekcijas daudzums|Ieteicamais modelis |
| 300 × 200 × 150mm|60-80 tonnas|800-1200 g|Haiti MA1600/II |
| 500 × 400 × 300 mm|120-150 tonnas|2500-3500 g|Zhenxiong JM128MK-III |
| 800 × 600 × 400 mm|300-400 tonnas|6000-8000 g|Engel uzvara 370 |
- Faktiskā testa režīma pārbaude: Pēc teorētiskā aprēķina parametri jāpielāgo, izmantojot testa režīmu (tādējādi samazinot iespīlēšanas spēku, var sasniegt, optimizējot vārtu dizainu).
- Rezervēta jaunināšanas telpa: atlasiet nedaudz lielākus modeļus, lai pielāgotos turpmākajām pelējuma modifikācijām.
- Enerģijas patēriņš un uzturēšanas izmaksas: pilnīga motora iesmidzināšanas mašīna ir augsta precizitāte, bet dārga cena, hidrauliskā prese ir rentablāka.
Izmantojot iepriekš minēto metodi, tas var nodrošināt efektīvu iesmidzināšanas formēšanas mašīnas un apgrozījuma kastes veidnes saskaņošanu, vienlaikus ņemot vērā ražošanas efektivitāti un izmaksu kontroli.
Pakete un. Piegāde

Klientu atsauksmes






