



Pelējuma specifikācijas
|
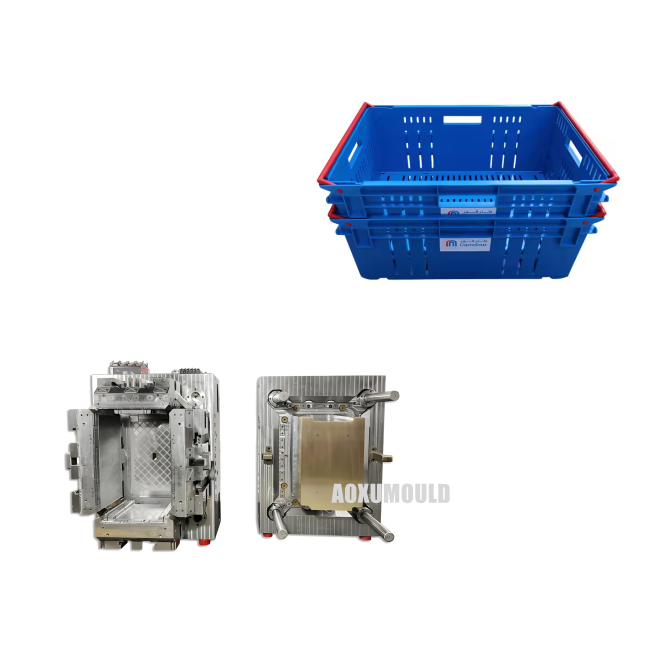
Pelējuma nosaukums |
Plastmasas ligzdošanas kastes veidne |
|
Produktu materiāls |
HDPE/PP |
|
Produkta lielums |
600 x 400 x 300 mm |
|
Pelējuma materiāls dobumam &. Kodols |
P20/718H/H13/2738 |
|
Dobuma NO |
1 dobums |
|
Injekciju sistēma |
Karsts skrējējs |
|
Piemērota injekcijas mašīna |
480T |
|
Pelējuma izmērs |
1050x780x700mm |
|
Pelējuma svars |
6200 kg |
|
Pelējuma mūža laiks |
vairāk nekā 500, 000 datori |
|
Dzemdību laiks |
50 dienas |
Kas's AprīkojumsVai mums vajagPlastmasaKastiseRažošanas līnija?
1. RAW materiālu apstrādes sistēma
Izejviela, pilienu žāvētājs, automātiskais iekrāvējs, sajaukšana blenderī
2. Mocīšanas aprīkojums
Injekcijas veidnes mašīna, pelējums.
Mēs specializējamies augstas veiktspējas iesmidzināšanas veidņu projektēšanā un ražošanā dažāda veida plastmasas ligzdošanas kastēm/konteineriem.
3. Izdzesēšana un. Nepiespiests
Dzesētāja vienība, robotu roka
4.Post apstrādes iekārta
Apdares mašīna, drukāšanas sistēma
Kā tiek veidotas plastmasas kastes?

Plastmasas ligzdošanas kastes (ko sauc arī par plastmasas totiem vai konteineriem) parasti tiek ražotas, izmantojot iesmidzināšanas veidni, kas ir augstas efektivitātes process masveida ražošanai.
1. Materiāla sagatavošana
- Izejviela: polipropilēna (PP) vai augsta blīvuma polietilēna (HDPE) granulas tiek atlasītas to izturībai, vieglajām īpašībām un pārstrādājamībai.
- Žāvēšana: granulas tiek žāvētas, lai noņemtu mitrumu, nodrošinot optimālu kausēšanu un formēšanas veiktspēju.
2. Injekcijas veidošanas cikls
- Kūstot: granulas tiek ievadītas iesmidzināšanas formēšanas mašīnā un karsētas izkusušā stāvoklī (parasti 200–300 grādi).
- Injekcija: Izkausēto plastmasu zem augstspiediena ievada iepriekš izstrādātā tērauda pelējuma dobumā, kas veidota kā kaste.
- Dzesēšana: veidni ātri atdzesē (caur ūdens kanāliem), lai plastmasu sacietētu kastes struktūrā.
- Izgrūšana: vienreiz nocietināta, pelējums atveras, un izgrūdējs tapas izstumj gatavo kasti.
3. pelējuma dizains
- Pielāgošana: veidnes ir precīzi izstrādātas, lai noteiktu kastes izmēru, sienas biezumu, rokturus un sakraušanas pazīmes.
4. Pēcapstrāde
- Apgriešana: Pārmērīga plastmasa (piemēram, zibspuldze ap malām) tiek noņemta manuāli vai ar automatizācijas palīdzību.
- Kvalitātes pārbaudes: Crates tiek pārbaudīts, vai nav defektu, izmēru precizitātes un slodzes spēju.
-Papildu papildinājumi: var pievienot tādas funkcijas kā pretslīdes faktūras, etiķetes vai RFID tagi.
5. Automatizācija un efektivitāte
Mūsdienu telpas izmanto robotizētas rokas, lai apstrādātu veidnes un gatavos izstrādājumus, nodrošinot nepārtrauktu ražošanu 24/7 ar minimāliem atkritumiem.
Šis process nodrošina, ka plastmasas kastes ir izturīgas, vieglas un ideāli piemērotas loģistikai, lauksaimniecībai vai mazumtirdzniecībai.
KāTo dizains TViņš struktūraAPlastmasaLigzdošanaCrate MOuld?

Plastmasas ligzdošanas kastes veidnes projektēšana ietver sistemātisku pieeju, lai nodrošinātu funkcionalitāti, ražojamību un efektivitāti. Šeit ir strukturēts sadalījums:
1. Detaļu dizaina apsvērumi
- konusveida sienas: ieviesiet 1–3 grādu iegrimes leņķi uz vertikālām sienām, lai atvieglotu demolding un iespējotu ligzdošanu. Balansējiet melnraksta leņķi, lai izvairītos no pārmērīgas vietas starp ligzdotajām kastēm.
- Vienāds sienas biezums: uzturēt 2–4 mm biezumu (pielāgojieties, pamatojoties uz materiālu, piemēram, PP vai HDPE), lai novērstu defektus. Ribām jābūt 5 0 - 70% sienas biezuma ar 0,5–1 grādu iegrimi.
- Strukturālie pastiprinājumi: pievienojiet ribas pamatnei un sāniem, lai iegūtu izturību. Izlīdziniet ribas ar pazemināšanas virzienu un nodrošiniet pareizu iegrimi.
- Rokturi/kraušanas pazīmes: Dizaina rokturi kā starojuma izgriezumi, lai izvairītos no stresa koncentrācijas. Iekļaujiet bloķēšanas diskus/lūpas stabilai kraušanai.
2. pelējuma struktūras dizains
- serde un dobums: sadaliet pelējumu divās daļās (iekšējo virsmu kodols, dobums ārējam). Pārliecinieties, ka atdalīšanas līnijas izvietojums samazina zibspuldzes redzamību (piemēram, gar kastes malām).
- Vente: integrējiet seklas atveres ({0. 0 2–0,04 mm) pie atdalīšanas līnijas un dziļām ribām, lai novērstu gaisa slazdus.
- Dzesēšanas sistēma: vienveidīgai dzesēšanai izmantojiet konformālus dzesēšanas kanālus pie biezām sekcijām (piemēram, ribām). Apsveriet deflektorus/burbuļus dziļās zonās.
- Izgrūšanas sistēma: pozicionēšanas izgrūdēja tapas zem ribām un malām vienmērīgai spēka sadalījumam. Ja nepieciešams, izmantojiet noņēmēju plāksnes lielām virsmām.
-Pieņemšana: izvēlieties malu vārtus, lai nodrošinātu vienmērīgu un samazinātu redzamās atzīmes. Izvairieties no centra vārtiem, ja vien tas nav nepieciešams simetrijai.
3. Materiāls un ražošana
- pelējuma materiāls: lielā apjoma ražošanai izvēlieties P20/H13 tēraudu; Alumīnijs prototipiem/zemiem tilpumiem.
- Saraušanās kompensācija: mēroga pelējuma izmēri pēc materiāla saraušanās (piemēram, 1,5–2% PP).
- Virsmas apdare: uzklājiet tekstūru, lai paslēptu izgrūdēju zīmes un uzlabotu saķeri. Izvairieties no apdares ar augstu spīdumu.
4. Validācija un pārbaude
-Simulācija: izmantojiet pelējuma plūsmas analīzi, lai prognozētu pildījuma modeļus, dzesēšanu un iespējamos defektus (metināšanas līnijas, Warpage).
- Prototipēšana: pārbaude ar 3D drukātām vai mīkstām veidnēm, lai pārbaudītu ligzdošanu, izturību un ergonomiku.
- Pielaides: nodrošiniet stingras pielaides savstarpēji savienotām funkcijām, lai garantētu konsekventu ligzdošanu.
5. Izvairīšanās no sarežģītības
- Apakšējie rezultāti: dizains apstrādā kā vienkāršus izgriezumus bez apakšpunktiem, lai novērstu nepieciešamību pēc slaidiem/pacēlājiem.
- Vienkāršota izmešana: optimizējiet iegrimes leņķus un izgrūšanas izvietojumu, lai izvairītos no pielipšanas.
IrANepieciešama karstā skrējēja sistēmaFvai plastmasaLigzdošanaKastes injekcija MOuLDS?

Lēmums izmantot karstu skrējēju sistēmu plastmasas kastes iesmidzināšanas veidnēs ir atkarīgs no:
1. ražošanas apjoms
-Ieteicams karstais skrējējs: ilgtermiņa, liela apjoma ražošanai (piemēram, 100k+ vienībām) tas samazina materiālo atkritumu daudzumu, saīsina cikla laiku un samazina izmaksas.
- pietiekams aukstais skrējējs: mazām partijām vai vienkāršām veidnēm aukstie skrējēji piedāvā zemākas avansa izmaksas.
2. Produkta dizains
- Plastmasas kastes parasti ir plānas sienas un strukturāli vienkāršas. Karsts skrējējs nodrošina vienmērīgu kausēšanas sadalījumu, samazinot tādus defektus kā izlietnes zīmes vai kardrobi.
- Karstie skrējēji izceļas ar vairāku vārtu dizainparaugiem, līdzsvarojot kausējuma plūsmu.
3. Izmaksas pret efektivitāti
- Karstā skrējiena plusi: novērš skrējēju lūžņus, paātrina ciklus, samazina pēcapstrādi.
- Karstie skrējēji mīnusi: augstākas pelējuma izmaksas, sarežģīta apkope un precīzas temperatūras kontroles prasības.
Pelējuma sastāvdaļas
Pelējuma tērauds

Karstā skrējēja sistēma

Standarta daļas

Pakete un. Piegāde

KāTo uzturēt plastmasas kastes iesmidzināšanas veidnes?
Plastmasas kastes iesmidzināšanas veidņu pareiza apkope ir kritiska, lai nodrošinātu produkta kvalitāti, pagarinātu pelējuma kalpošanas laiku un samazinātu ražošanas dīkstāvi. Izpildiet šīs efektīvas pelējuma kopšanas vadlīnijas:
1. Ikdienas uzturēšana
A. Tīrs pēc lietošanas:
- No veidnes virsmas, dobumiem un ventilācijas atverēm, izmantojot mīkstas sukas vai saspiestu gaisu, noņemiet plastmasas, putekļu vai gružu atlikušo atlikumu, putekļus.
- Izvairieties no abrazīviem instrumentiem, lai novērstu virsmas skrāpējumus.
B. Elbrikācija:
-Lai vadītu tapas, izgrūšanas tapas un bīdāmās sastāvdaļas, uzklājiet plānu slāni ar augstu temperatūru izturīgu smērvielu.
- Lai izvairītos no piesārņojuma, izmantojiet ne-silikona smērvielas.
C.Spirzīts par bojājumiem:
- Pārbaudiet kritisko komponentu nodilumu, plaisas vai koroziju (piemēram, serdeņi, dobumi, ežektoru sistēmas).
- nekavējoties risināt nelielas problēmas, lai novērstu eskalāciju.

2. Periodiska dziļa tīrīšana
A. Izjauciet komponentus:
- Regulāri demontēt izgrūdēju piespraudes, slīdņus un dzesēšanas kanālus rūpīgai tīrīšanai.
- spītīgiem atlikumiem izmantojiet ultraskaņas tīrīšanu vai specializētus pelējuma tīrītājus.
B. Atdzesēšanas sistēmas uzturēšana:
- Izskalojiet dzesēšanas kanālus, lai novērstu mēroga uzkrāšanos vai aizsprostojumus.
- Nodrošiniet konsekventu dzesēšanas šķidruma plūsmu, lai izvairītos no pārkaršanas.
3. Korozijas profilakse
A. PIETEIKTIE PREKTIJAS KĀTĀJI:
- Uz pelējuma virsmām izmantojiet rūsas inhibitorus vai aizsargājošus aerosolus, īpaši ilgstošas uzglabāšanas laikā.
- kontroles mitrums:
- Glabājiet veidnes sausā, temperatūrā kontrolētā vidē (ideāls mitrums:<50%).
4. Izlīdzināšana un kalibrēšana
A. Pārbaudiet pelējuma izlīdzināšanu:
- Pārbaudiet pareizu veidņu puses izlīdzināšanu, lai novērstu nevienmērīgu nodilumu vai mirgošanu.
- Pielāgošanai izmantojiet precizitātes rīkus (piemēram, ciparnu indikatorus).
B. Pārrauga iespīlēšanas spēku:
- Nodrošiniet optimālu iespīlēšanas spiedienu, lai izvairītos no pelējuma deformācijas.
5. Remonts un nomaiņa
- nekavējoties labojiet nelielus bojājumus:
- Remontēt skrāpējumus vai iespiedumus, izmantojot pulēšanu vai EDM (elektriskās izlādes apstrāde).
- Nomainiet nolietotās daļas:
- savlaicīgi nomainiet novecojošo izgrūdēju tapas, bukses vai blīvējumus, lai saglabātu funkcionalitāti.
6. Uzglabāšanas paraugprakse
A.Pārliecinātas pelējuma virsmas:
- Pārklājiet virsmas ar pelējuma izdalīšanās līdzekli vai pret rūsas eļļu pirms uzglabāšanas.
B. izmantojiet atbalsta blokus:
- Ievietojiet koka/metāla blokus starp pelējuma pusēm, lai mazinātu spriegumu uz komponentiem.
7. Dokumentācija &. Apmācība
- Uzturēt žurnālus:
- Reģistrējamā apkopes datumi, jautājumi un izsekojamības remonts.
- Vilciena operatori:
- Pārliecinieties, ka personāls ievēro pareizas apstrādes procedūras un drošības protokolus.
Klientu atsauksmes

Klientu atsauksmes
Kāpēc izvēlēties mūs savām plastmasas ligzdošanas kastes iesmidzināšanas veidnēm?
1. Ekspertīze un. Precizitātes inženierija
Ar vairāk nekā 16 gadu specializētu pieredzi veidņu projektēšanā un ražošanā mēs piegādājam augstas precizitātes, izturīgas veidnes, kas pielāgotas plastmasas kastēm. Mūsu inženieru komanda apvieno vismodernāko CAD/CAM tehnoloģiju ar praktiskām nozares zināšanām, lai optimizētu pelējuma veiktspēju, nodrošinot nevainojamus ražošanas ciklus un pagarinātu instrumentu kalpošanas laiku.
2. Pielāgoti risinājumi visām vajadzībām
Neatkarīgi no tā, vai jums ir nepieciešami sakrautas kastes, ventilatori, lieljaudas konteineri vai nozarei specifiskas funkcijas, mēs izstrādājam veidnes, kas atbilst jūsu precīzajām specifikācijām. Mūsu sadarbības pieeja nodrošina, ka jūsu dizaina redzējums kļūst par realitāti.
3. Rentabla ražošana
Mēs izmantojam uzlabotus materiālus un pilnveidotus procesus, lai samazinātu ilgtermiņa izmaksas. Mūsu veidnes samazina materiālo atkritumu daudzumu, paātrina cikla laiku un atbalsta liela apjoma izejas maksimizēšanu jūsu IA.
4. Kvalitāte garantēta
Stingri QA/QC protokoli katrā prototipēšanas posmā un līdz galīgajai testēšanas veidošanā bez defektiem. Mēs prioritizējam izturību, izmēru precizitāti un uzturēšanas vieglumu.
5. Ātra apgrozījuma, globāla sasniedzamība
Agile ražošanas darbplūsmas un pierādīta pieredze savlaicīga piegādei, pat sarežģītiem projektiem. Mēs apkalpojam klientus visā pasaulē, piedāvājot visaptverošu atbalstu no dizaina līdz pēcpārdošanas pakalpojumam.
6. Ilgtspējības virzīts jauninājums
Mēs izstrādājam veidnes pārstrādājamiem materiāliem (piemēram, PP, HDPE) un energoefektīvai ražošanai, palīdzot sasniegt videi draudzīgus mērķus, neapdraudot izturību vai funkcionalitāti.





