



Pelējuma specifikācijas
|
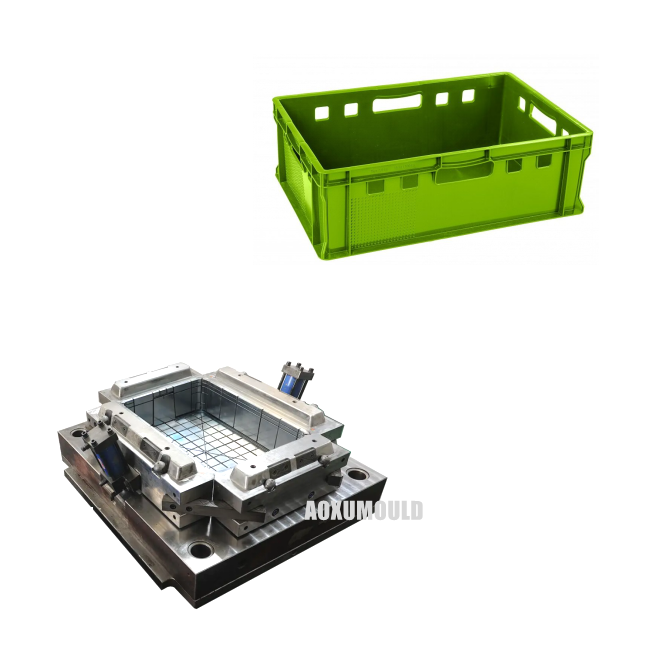
Pelējuma nosaukums |
Plastmasas lieljaudas crate veidne |
|
Produktu materiāls |
HDPE/PP |
|
Produkta lielums |
600 x 400 x 140 mm |
|
Pelējuma materiāls dobumam &. Kodols |
P20/718H/H13/2738 |
|
Dobuma NO |
1 dobums |
|
Injekciju sistēma |
Karsts skrējējs |
|
Piemērota injekcijas mašīna |
450T |
|
Pelējuma izmērs |
1050x680x550mm |
|
Pelējuma svars |
3500 kg |
|
Pelējuma mūža laiks |
vairāk nekā 500, 000 datori |
|
Dzemdību laiks |
50 dienas |
Plastmasas lieljaudas kastes biezums

Plastmasas lieljaudas kastes biezums parasti svārstās no 3 mm līdz 8 mm, atkarībā no dizaina, materiāla un paredzētā lietošanas. Šeit ir detalizēts sadalījums:
1. Materiāls:
- Parastā plastmasa ir HDPE (augsta blīvuma polietilēns) vai PP (polipropilēns). HDPE bieži tiek dota priekšroka lieljaudas lietojumprogrammām, pateicoties tā stingrībai un pretestībai triecienam.
2. Dizaina faktori:
- Vienāds biezums: sienas un pamatne parasti ir 4–6 mm standarta lieljaudas kastēm.
- Pastiprinājumi: ribas, dubultā sienu konstrukcija vai stūra pastiprinājumi var ļaut nedaudz plānākām sienām (piemēram, 3–5 mm), saglabājot izturību.
- Kritiskās zonas: bāzes un slodzes malas var būt biezākas (līdz 8 mm), lai pievienotu izturību.
3. Ražošanas process:
- Injekcijas veidne: parasti rada sienas 2–6 mm biezas materiāla plūsmas un dzesēšanas ierobežojumu dēļ.
- Rotācijas formēšana: ļauj biezākas sienas (līdz 12+ mm), bet kaskām ir retāk sastopamas.
4. Slodzes ietilpība:
- Kastes, kas paredzētas ekstrēmām slodzēm (piemēram, automobiļu vai rūpnieciskām detaļām), kritiskajās sadaļās var pārsniegt 6 mm.
- Mazākas kastes var izmantot 3–4 mm sienas, savukārt lielākiem struktūras integritātei ir nepieciešami 5–8 mm.
5. Nozares piemēri:
- Standarta lieljaudas: 4–6 mm sienas.
- Specializēts/rūpniecība: līdz 8 mm vai vairāk apgabalos ar augstu stresu.
Kāpēc izvēlēties HDPE &. PP materiāli lieljaudas plastmasas kastēm?

Izvēloties starp HDPE (augsta blīvuma polietilēnu) un PP (polipropilēnu) lieljaudas plastmasas kastēm, izvēle ir atkarīga no pielietojuma prasībām, vides apstākļiem un slodzes prasībām. Šeit ir detalizēts salīdzinājums:
2. Kāpēc lieljaudas kastēm izvēlēties HDPE?
- Trieciena pretestība: ideāli piemērota neapstrādātai apstrādei, sakraušanai un nomešanai (piemēram, loģistika, lauksaimniecība).
- Aukstā vide: saglabā izturību zem nulles temperatūrās (piemēram, aukstā uzglabāšana, transports ar atdzesētu).
- Stifts: uztur formu ar lielām kravām (piemēram, automobiļu detaļas, mašīnas).
- Pārstrādājamība: plaši pārstrādāta, padarot to videi draudzīgu ilgtspējīgu piegādes ķēdēm.
3. Kāpēc izvēlēties PP lieljaudas kastēm?
- Ķīmiskā iedarbība: vislabāk par kastēm, kas uzglabā eļļu, degvielu vai kodīgas vielas (piemēram, ķīmiskās rūpniecības nozares).
- Lietošana ar augstu temperatūru: piemērota sterilizācijai (piemēram, pārtikas pārstrāde, medicīniskais aprīkojums).
- Elastība: labāka atkārtota stresa gadījumā (piemēram, eņģi vāki, salokāmi dizainparaugi).
-Izmaksu efektivitāte: bieži lētāka ražošanai ar lielu apjomu.
Kā pagatavot pelējumu lieljaudas plastmasas kastei?

Lieljaudas plastmasas kastes veidnes izveidošana ietver precizitātes inženieriju, materiālu izvēli un ražošanas zināšanas. Zemāk ir soli pa solim ceļvedis izturīgas, augstas kvalitātes veidnes projektēšanai un ražošanai:
1. Dizaina fāze
a. Definējiet prasības
- Krāta specifikācijas: lielums, slodzes ietilpība, sienas biezums (parasti 4–8 mm) un ģeometrija (ribas, rokturi, kraušanas pazīmes).
- Materiāls: izvēlieties plastmasu (piemēram, HDPE, PP) un dzesēšanas laikā ņem vērā saraušanās ātrumu.
-Mougēšanas process: izlemiet par iesmidzināšanas veidošanu
b. CAD dizains
- Izmantojiet 3D CAD programmatūru (piemēram, SolidWorks, AutoCAD), lai modelētu kasti un pelējumu.
- Iekļaujiet melnrakstu leņķus (1–3 grādi), lai veiktu vieglu izmešanu.
- Projektēšanas ribas un stūra pastiprinājumi, lai uzlabotu izturību, nepalielinot sienas biezumu.
- Pievienojiet ežektora tapu atrašanās vietas, dzesēšanas kanālus un ventilāciju, lai novērstu defektus.
2. pelējuma materiāla izvēle
Izvēlieties augstas kvalitātes tēraudu, pamatojoties uz izturību un ražošanas apjomu:
- tērauda veidnes:
- P20 vai H13 tērauds ar augstu nodiluma izturību (ideāli piemērots 100, 000+ cikliem).
- Rūdīts ilgmūžībai.
3. pelējuma ražošanas pakāpes
a. Kodola un dobuma apstrāde
- Izmantojiet CNC apstrādi, lai izveidotu veidnes kodolu (vīriešu) un dobuma (sieviešu) daļas.
- Nodrošiniet gludas virsmas (Polish to SPI-A1/A2 apdare), lai izvairītos no defektiem, piemēram, plūsmas līnijām.
b. Dzesēšanas sistēmas integrācija
- Ieguliet dzesēšanas kanālus, lai regulētu temperatūru un samazinātu cikla laiku.
- Optimizējiet kanāla izkārtojumu vienveidīgam dzesēšanai (novērš deformāciju).
c. Izgrūšanas sistēma
- Uzstādiet ežektora tapas un plāksnes, lai pēc dzesēšanas izspiestu no veidnes.
- Pārliecinieties, ka tapas ir novietotas, lai izvairītos no redzamām atzīmēm uz kritiskām virsmām.
D. Ventilācija
- Pievienojiet mikro-gaps (0. 0 2–0,04 mm), lai ieslodzītais gaiss/gāze varētu izkļūt, novēršot apdegumus vai tukšumus.
E. Virsmas procedūras
- Lai samazinātu nodilumu un uzlabotu atbrīvošanu, uzklājiet pārklājumus (piemēram, nitring, hroma pārklājumu).
4. prototipēšana un pārbaude
- injekcijas izmēģinājumi:
- Pārbaudiet, vai nav defektu (izlietnes zīmes, deformācija, zibspuldze).
- Pielāgojiet temperatūru, spiedienu un dzesēšanas laiku.
- Slodzes pārbaude: pārbaudiet, vai kaste atbilst izturības prasībām.
5. ražošanas pelējuma montāža
- Salieciet kodolu, dobumu, ežektoru sistēmu un dzesēšanas komponentus.
- Izstādiet veidni uz iesmidzināšanas formēšanas mašīnas (piemēram, 500 - 2000- tonnu iespīlēšanas spēks lielām kastēm).
6. Galvenie apsvērumi
a. Sienas biezuma konsistence
- Izvairieties no pēkšņām biezuma izmaiņām, lai novērstu izlietnes zīmes.
- pastiprināšanai izmantojiet ribas (50–60% no pamatnes biezuma).
b. Vārtu dizains
- Novietojiet vārti (izkausētās plastmasas ieejas punkti), lai nodrošinātu vienmērīgu plūsmu.
- Lai samazinātu atkritumu daudzumu, izmantojiet karsto skrējēju sistēmas lielām kastēm.
c. Sekas funkcijas
- Dizaina bloķējoši vāki vai apšuvumi tieši veidnē.
7. pēcapstrāde
- CNC apstrāde: pilnveidojiet kritiskās zonas (piemēram, rokturi, stūri).
- EDM (elektrisko izlādes apstrāde): sarežģītām detaļām vai teksturēšanai.
Kā veidot plastmasas kastes?
Pelējuma sastāvdaļas
Pelējuma tērauds

Karstā skrējēja sistēma

Standarta daļas

Pakete un. Piegāde

Klientu atsauksmes

Kāpēc izvēlēties mūs?
Mēs specializējamies rūpnieciskas kvalitātes plastmasas kastu izstrādājumu veidošanā, nodrošinot izturību, efektivitāti un vērtību. Lūk, kas mūs atšķir:
1. kompetence lieljaudas dizainā
- Nozarei specifiskas zināšanas: Vairāk nekā 15 gadu pieredze automobiļu, loģistikas un lauksaimniecības sektoru veidņu izstrāde, optimizēta slodzes jaudai līdz 1, 000+ lbs.
- Materiālā meistarība: uzlabota izpratne par HDPE, PP un pastiprinātu plastmasu, nodrošinot, ka veidnes rada kastes ar precīzu biezumu (3–8 mm) un trieciena pretestību.
2. Progresīvā tehnoloģija
- Simulācijas programmatūra: tādi rīki kā Moldflow prognozēt plūsmu, dzesēšanu un stresa punktus, lai novērstu defektus un uzlabotu pelējuma ilgmūžību.
- Augstas precizitātes apstrāde: CNC, EDM un 5- ass frēzēšana nevainojamai dobuma apdarei un stingrām pielaidēm (± 0. 01 mm).
3. Pielāgošana un elastība
- Pielāgoti risinājumi: pielāgojiet dizainus divpusējām kastēm, saliekamām funkcijām vai pastiprinātām ribām, lai apmierinātu jūsu precīzās vajadzības.
-Ātra prototipēšana: paātrināt laiku līdz tirgum ar 3D izdrukātiem pelējuma paraugiem testēšanai un validācijai.
4. stabila kvalitātes nodrošināšana
- Stingra pārbaude: veidnēm tiek veikta cikla pārbaude un reālās pasaules slodzes simulācijas, lai nodrošinātu pretestību avārijai un ilgmūžībai.
5. Izmaksas un laika efektivitāte
- Optimizēta ražošana: pelējuma dizains samazina materiālo atkritumu un cikla laiku, samazinot jūsu izmaksas par vienību.
- Ātrāks apgrozījums: racionalizētas darbplūsmas nodrošina augstas kvalitātes veidnes 30–45 dienu laikā, pat sarežģītām ģeometrijām.
6. Atbalsts visaptverošajam
- Mūža uzturēšana: Pakalpojumi pēc pārdošanas ietver problēmu novēršanu, remontu un virsmas pulēšanu, lai pagarinātu pelējuma kalpošanas laiku.
- Ilgtspējības fokuss: dizains par prioritāti izvirza pārstrādājamus materiālus un energoefektīvus ražošanas procesus.
7. Pierādīts sasniegums - gadījumu izpēte: Veiksmes stāsti ietver automobiļu detaļu kastes ar 8 mm pastiprinātām bāzēm un saliekamiem dizainiem, kas samazina nosūtīšanas izmaksas par 40%.
Šī pieeja izceļ tehniskās stiprās puses, uz klientu orientētus risinājumus un reālās pasaules rezultātus, vienlaikus risinot sāpju punktus, piemēram, izmaksas, kvalitāti un uzticamību.





