



Veidņu specifikācijas
|
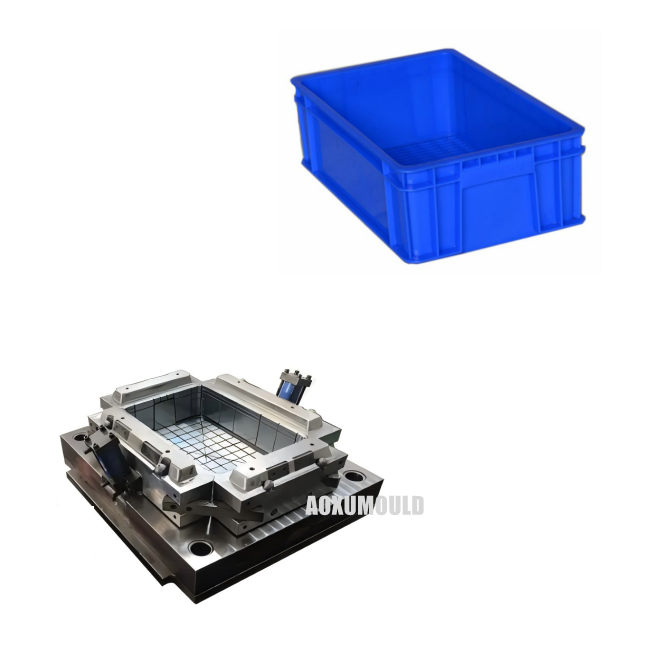
Pelējuma nosaukums |
Plastmasas rūpnieciskās kastes veidne |
|
Produkta materiāls |
HDPE/PP |
|
Produkta izmērs |
400X300X200mm |
|
Veidnes materiāls dobumam &. Kodols |
P20/718/H13 |
|
Dobuma NO |
1 dobums |
|
Injekcijas sistēma |
Karstais skrējējs |
|
Piemērota iesmidzināšanas iekārta |
450T |
|
Veidnes izmērs |
850x7280x550mm |
|
Pelējuma svars |
2600 kg |
|
Pelējuma kalpošanas laiks |
vairāk nekā 500,000gab |
|
Piegādes laiks |
55 dienas |
Kas ir plastmasas rūpnieciskās kastes?

Plastmasas rūpnieciskā kaste ir konteinera veids, kas izgatavots no plastmasas materiāliem un ir paredzēts izmantošanai rūpnieciskos apstākļos.
1. Raksturlielumi:
-Izturīgs: tas ir veidots tā, lai izturētu rūpnieciskās vides stingrību, piemēram, ir izturīgs pret triecieniem, nobrāzumiem un ķīmiskām vielām. Šī izturība nodrošina to, ka tā var izturēt lielas slodzes un biežu lietošanu, viegli nesalaužot vai nedeformējoties.
-Sakraujami: plastmasas rūpnieciskās kastes bieži ir veidotas tā, lai tās būtu sakraujamas, kas ļauj efektīvi uzglabāt un transportēt. Tos var sakraut vienu uz otra, kad tie ir tukši vai piepildīti, tādējādi palielinot vertikālo telpu noliktavās vai piegādes laikā.
-Atkārtoti lietojami: tie ir atkārtoti lietojami, samazinot atkritumu daudzumu un nodrošinot rentablu risinājumu preču transportēšanai un uzglabāšanai ilgtermiņā.
2. Lietojumi:
-Uzglabāšana: tos izmanto, lai uzglabātu plašu rūpniecisko produktu klāstu, tostarp detaļas, instrumentus un izejvielas. To vienādais izmērs un forma ļauj tos viegli sakārtot plauktos vai glabāšanas plauktos.
-Transportēšana: tos izmanto preču pārvadāšanai rūpnīcā vai starp dažādām vietām. Tos var viegli pārvietot ar iekrāvējiem, palešu domkratiem vai konveijera sistēmām, atvieglojot materiālu plūsmu piegādes ķēdē.
Kas's plastmasas rūpniecisko kastīšu izmērs?
Plastmasas rūpnieciskās kastes ir pieejamas dažādos izmēros.
Parasto mazo kastu ārējie izmēri var būt aptuveni 30 - 40 centimetri garumā, 20 - 30 centimetri platumā un 15 - 20 centimetru augstumā. Tie ir piemēroti mazāku detaļu vai instrumentu uzglabāšanai.
Vidēja izmēra kastes var būt aptuveni 40 - 60 centimetrus garas, 30 - 40 centimetrus platas un 20 - 30 centimetrus augstumā, un tās bieži izmanto, piemēram, vidēja izmēra mašīnu komponentiem.
Lielo plastmasas rūpniecisko kastu garums var būt 60 - 120 centimetri vai vairāk, platums 40 - 80 centimetri un augstums 30 - 60 centimetri. Tajos var ievietot lielapjoma priekšmetus, piemēram, lielas rūpnieciskā aprīkojuma daļas vai lielu daudzumu mazāku priekšmetu.
Ir svarīgi atzīmēt, ka tie ir tikai vispārīgi diapazoni, un faktiskais izmērs ir atkarīgs no nozares īpašajām prasībām un uzglabājamiem vai transportējamiem priekšmetiem.
Kā izveidot kvalitatīvu rūpniecisko kastes iesmidzināšanas veidni?

Tālāk ir norādītas darbības, lai izveidotu augstas kvalitātes rūpnieciskās kastes iesmidzināšanas veidni:
1.Dizains
• Izprotiet prasības: rūpīgi analizējiet rūpnieciskās kastes konstrukciju, tostarp tās izmēru, formu, nestspēju un visas īpašās funkcijas, piemēram, sakraušanas izciļņus vai drenāžas caurumus. Apsveriet izmantojamās plastmasas veidu un tā īpašības, piemēram, saraušanās ātrumu.
• 3D modelēšana: izmantojiet uzlabotu CAD (datorizēta projektēšana) programmatūru, lai izveidotu detalizētu veidnes 3D modeli. Tas palīdz vizualizēt veidnes struktūru, vārtu atrašanās vietu (kur plastmasa nonāk veidnes dobumā), dzesēšanas kanālus un ežektora tapas.
2. Materiālu izvēle
• Veidnes pamatnes materiāls: veidnes pamatnei izvēlieties augstas kvalitātes tēraudu. Bieži tiek izmantoti iepriekš rūdīti tēraudi vai instrumentu tēraudi ar labu cietību, nodilumizturību un stingrību. Piemēram, tērauds P20 ir populāra izvēle, pateicoties tā labajām apstrādes īpašībām un izturībai pret nodilumu injekcijas procesā.
• Dobuma un serdes materiāls: izvēlieties materiālus, kas var izturēt plastmasas augstspiediena iesmidzināšanu un atkārtotu lietošanu. Lai nodrošinātu gludu kastes virsmu, priekšroka dodama dažiem sakausējumiem ar augstas temperatūras izturību un izcilām virsmas apdares īpašībām.
3.Ražošanas process
• Frēzēšana un apstrāde: izmantojiet precīzas apstrādes instrumentus, piemēram, CNC (datorvadības) frēzmašīnas, lai izgrieztu veidņu dobumus un serdes saskaņā ar 3D modeļa dizainu. Apstrādes precizitāte ir ļoti svarīga, lai nodrošinātu, ka dažādas veidnes daļas precīzi sakrīt.
• EDM (elektriskā izlādes apstrāde): sarežģītām formām vai smalkām detaļām, kuras ir grūti sasniegt ar frēzēšanu, var izmantot EDM. Tas izmanto elektriskās izlādes, lai sagrautu materiālu un izveidotu vēlamo formu.
• Virsmas apstrāde: Uzklājiet veidnei atbilstošu virsmas apstrādi. Piemēram, dobuma virsmas pulēšana līdz spīdīgai apdarei var uzlabot plastmasas kastes virsmas kvalitāti un atvieglot daļas izņemšanu no veidnes. Tekstūrēšanu var veikt arī tad, ja uz kastes ir nepieciešams īpašs virsmas raksts.
4.Dzesēšanas sistēmas projektēšana
• Efektīvi dzesēšanas kanāli: izveidojiet efektīvu dzesēšanas sistēmu ar dzesēšanas kanāliem, kas ir vienmērīgi sadalīti pa veidnes dobumu. Tas palīdz kontrolēt plastmasas dzesēšanas ātrumu, samazināt cikla laiku un novērst kastes deformāciju nevienmērīgas dzesēšanas dēļ. Rūpīgi jāplāno dzesēšanas kanālu diametrs un izvietojums.
5.Kvalitātes kontrole
• Izmēru pārbaude: izmantojiet precīzus mērīšanas instrumentus, piemēram, koordinātu mērīšanas mašīnas (CMM), lai pārbaudītu veidņu daļu izmērus atbilstoši projektēšanas specifikācijām. Visas novirzes ir jālabo, lai nodrošinātu pareizu veidnes piemērotību un darbību.
• Izmēģinājuma darbības: veiciet izmēģinājuma injekcijas, izmantojot veidni, lai pārbaudītu, vai plastmasas kastē nav defektu, piemēram, īsi kadri (nepilnīgs piepildījums), zibspuldze (pārmērīga plastmasa) vai izlietnes pēdas. Pamatojoties uz izmēģinājumu rezultātiem, veiciet veidnes pielāgojumus, piemēram, pārveidojiet vārtu konstrukciju vai pielāgojiet iesmidzināšanas parametrus.
Kāds ir rūpnieciskās kastes iesmidzināšanas veidņu izgatavošanas laiks?
Rūpniecisko redeļu iesmidzināšanas veidņu izgatavošanas laiks parasti ir aptuveni 45 līdz 60 dienas, un katram posmam ir nepieciešams šāds laiks:
1.Projektēšanas posms
• Produkta analīze un shēmas projektēšana: kastes specifikāciju, strukturālo īpašību un klientu īpašo vajadzību detalizēta analīze un sākotnējās projektēšanas shēmu izstrāde aizņem apmēram 3 līdz 7 dienas.
• 3D modelēšana un rasēšana. Parasti precīzu 3D modeļu izveidošana un detalizētu 2D rasējumu izveidošana, izmantojot profesionālu CAD programmatūru turpmākai ražošanai, aizņem 5 līdz 10 dienas.
2.Materiālu iegādes posms
• Prestērauda iepirkums: parasti prasa apmēram 3 līdz 7 dienas atbilstoši veidņu konstrukcijas prasībām, lai iegādātos piemērotu tēraudu, ja ir jāpielāgo īpašais tērauds vai piegādātājiem nav noliktavā, laiku var pagarināt līdz 10 līdz 15 dienām. .
• Piederumu iegāde: standarta piederumu, piemēram, uzpirksteņu, slīdņu, vārtu pārsegu u.c. iegādei nepieciešamas 3 līdz 5 dienas, savukārt īpašo piederumu pielāgošanai nepieciešamas 7 līdz 10 dienas vai pat ilgāk.
3.Ražošanas posms
• Rupjmašīna: CNC frēzmašīnas un cita aprīkojuma izmantošana veidnes sagataves raupšanai un lielākās daļas noņemšanai parasti aizņem apmēram 7 līdz 10 dienas.
• Apdare: ieskaitot pusapstrādi un apdari, galveno detaļu, piemēram, veidnes dobuma un serdes, smalka apstrāde, lai nodrošinātu izmēru precizitāti un virsmas kvalitāti, kas aizņem apmēram 10 līdz 15 dienas.
• EDM: Sarežģītām formām vai smalkām konstrukcijām nepieciešamas aptuveni 3 līdz 5 dienas, lai sasniegtu īpašu formu apstrādi, izmantojot EDM izlādes korozijas materiālus.
• Virsmas apstrāde: pulēšana, nitrēšana, hromēšana un cita virsmas apstrāde, lai uzlabotu veidņu virsmas cietību, nodilumizturību un izturību pret koroziju, aizņem apmēram 3 līdz 7 dienas.
4.Kvalitātes pārbaudes un atkļūdošanas fāze
• Kvalitātes pārbaude: CMM un cita aprīkojuma izmantošana, lai veiktu vispusīgu veidnes pārbaudi, lai nodrošinātu, ka izmēru precizitāte un formas un pozīcijas pielaide atbilst prasībām, kas aizņem apmēram 3 līdz 5 dienas.
• Pelējuma pārbaude un atkļūdošana: veiciet 2 līdz 3 veidņu pārbaudes un pielāgojiet un optimizējiet veidni atbilstoši plastmasas detaļu stāvoklim pēc katra testa, kas aizņem apmēram 7 līdz 10 dienas.
Kādi ir biežākie defekti rūpnieciskajās kastes veidnēs un risinājumi, lai no tiem izvairītos?
Šeit ir daži izplatīti defekti rūpniecisko kastu veidnēs un veidi, kā no tiem izvairīties:
1. Īsi šāvieni
Defekta apraksts: īsi šāvieni rodas, ja plastmasas materiāls pilnībā neaizpilda veidnes dobumu. Tā rezultātā rodas nepilnīga vai daļēji izveidota rūpnieciskā kaste ar trūkstošām sekcijām.
Cēloņi un novēršana:
Nepietiekams iesmidzināšanas spiediens vai tilpums: pārbaudiet iesmidzināšanas formēšanas iekārtas iestatījumus. Pārliecinieties, vai iesmidzināšanas spiediens un tilpums ir pietiekami, lai aizpildītu visu veidnes dobumu atbilstoši kastes konstrukcijai. Spiediens var būt jāpielāgo, pamatojoties uz izmantotās plastmasas veidu un viskozitāti. Ierobežota materiāla plūsma: to var izraisīt šauri vai bloķēti vārti. Izstrādājiet atbilstoša izmēra un formas vārtus, lai nodrošinātu vienmērīgu materiāla plūsmu. Pārbaudiet arī, vai skrejceļa sistēmā nav šķēršļu. Liešanas procesa laikā turiet sliedi un vārtus tīrus un tīrus no netīrumiem.
2. Zibspuldze
Defekta apraksts: Zibspuldze ir liekā plastmasa, kas izvirzīta no mld atdalīšanas līnijas vai citām atverēm. Tas piešķir rūpnieciskajai kastei neizsmalcinātu izskatu un var ietekmēt arī tās funkcionalitāti.
Cēloņi un novēršana:
Nepareiza veidnes aizvēršana: Pārliecinieties, vai veidnes saspiešanas spēks ir iestatīts pareizi. Ja spēks ir pārāk mazs, mld var neaizvērties pietiekami cieši, ļaujot plastmasai izsūkties. Regulāri pārbaudiet mld - aizvēršanas mehānisma nodilumu un pēc vajadzības noregulējiet saspiešanas spēku.
Nolietotas vai bojātas veidņu virsmas: laika gaitā veidņu virsmas var nolietoties vai tikt bojātas, radot spraugas pie atdalīšanas līnijas. Regulāri pārbaudiet un uzturiet veidnes virsmu. Nopulējiet vai salabojiet visas bojātās vietas, lai nodrošinātu ciešu blīvējumu.
3. Izlietnes zīmes
Defekta apraksts: izlietnes pēdas ir ieplakas vai dobi laukumi uz formētās rūpnieciskās kastes virsmas. Tās parasti rodas apgabalos ar biezām sekcijām, un tos izraisa plastmasas saraušanās, tai atdziestot.
Cēloņi un novēršana:
Nevienmērīgs sienas biezums: izveidojiet kasti ar vienmērīgāku sienu biezumu. Izvairieties no pēkšņām biezuma izmaiņām, kas var izraisīt diferenciālu dzesēšanu un saraušanos. Ja ir nepieciešamas biezas daļas, apsveriet iespēju pievienot ribas vai citas konstrukcijas iezīmes, lai samazinātu izlietnes pēdu iespējamību.
Nepietiekama dzesēšana: nodrošiniet efektīvu dzesēšanas sistēmu. Dzesēšanas kanāliem jābūt veidotiem tā, lai nodrošinātu vienmērīgu dzesēšanu visā veidnē. Pielāgojiet dzesēšanas laiku un dzesēšanas šķidruma plūsmas ātrumu atbilstoši plastmasas materiāla īpašībām, lai samazinātu ar saraušanos saistītās problēmas.
4. deformācija
Defekta apraksts: deformācija attiecas uz formētās rūpnieciskās kastes deformāciju no tās paredzētās formas. Tas var apgrūtināt kastu sakraušanu vai izmantošanu, kā paredzēts.
Cēloņi un novēršana:
Nevienmērīga dzesēšana: līdzīgi kā izlietnes pēdas, nevienmērīga dzesēšana var izraisīt deformāciju. Pārbaudiet dzesēšanas sistēmas konstrukciju un pārliecinieties, vai dzesēšanas šķidrums ir vienmērīgi sadalīts ap veidni. Ņemiet vērā arī veidnes materiāla siltumvadītspēju un tās ietekmi uz dzesēšanas vienmērīgumu.
Nepareizi iesmidzināšanas formēšanas parametri: nepareizi iestatījumi, piemēram, iesmidzināšanas ātrums, blīvēšanas spiediens un turēšanas laiks, var ietekmēt iekšējo sprieguma sadalījumu veidnē un izraisīt deformāciju. Optimizējiet šos parametrus, izmantojot izmēģinājumus un kļūdas, pamatojoties uz plastmasas materiāla īpašībām.
5. Virsmas defekti (skrāpējumi, traipi utt.)
Defektu apraksts: tie var ietvert skrāpējumus uz kastes virsmas, bojātas plastmasas traipus vai raupju tekstūru.
Cēloņi un novēršana:
Veidnes virsmas kvalitāte: nodrošiniet augstas kvalitātes veidnes virsmas apdari. Jebkuri skrāpējumi vai nelīdzenumi uz veidnes virsmas tiks pārnesti uz formēto daļu. Regulāri pulējiet veidņu virsmas un uzmanīgi rīkojieties ar tām apkopes un ekspluatācijas laikā.
Piesārņojums: Glabājiet plastmasas materiālu tīru un tīru no piesārņotājiem. Glabājiet to tīrā vidē un izmantojiet atbilstošas apstrādes procedūras, lai nepieļautu netīrumu, mitruma vai citu svešķermeņu iekļūšanu materiālā un ietekmētu formēto kastu virsmas kvalitāti.
Iepakojums &. Piegāde

Veidņu sastāvdaļas
Veidņu tērauds

Hot Runner sistēma

Standarta daļas

Klientu atsauksmes

Varat kopīgot precīzāku kontaktinformāciju, piemēram, e-pasta adresi, tālruņa numuru vai tiešsaistes saziņas veidlapas, lai ieinteresētās puses varētu sazināties ar jums saistībā ar plastmasas rūpnieciskās kastes veidņu izgatavošanu. Vai arī varat meklēt potenciālos klientus, izmantojot dažādus kanālus, piemēram, nozares izstādes, uzņēmumu katalogus un tiešsaistes ražošanas platformas, lai reklamētu savu veidņu izgatavošanas pakalpojumu.





