


Pelējuma specifikācijas
|
Pelējuma nosaukums |
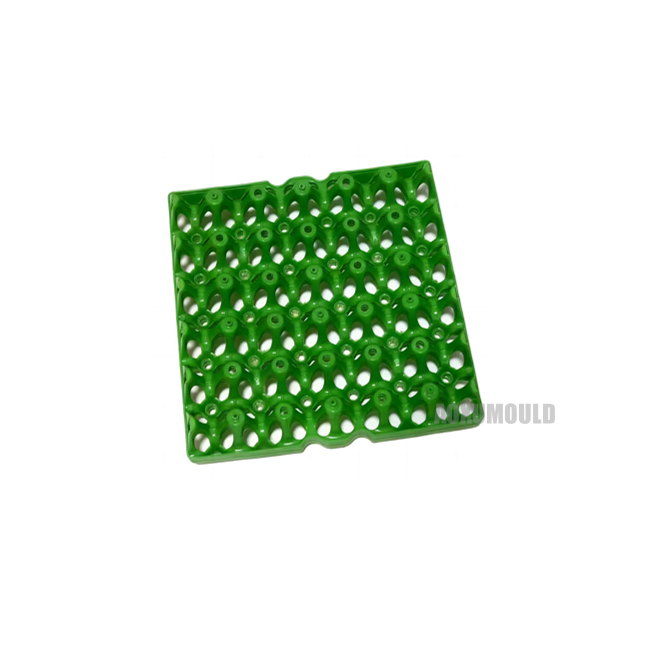
Plastmasas olu paplātes pelējums |
|
Produktu materiāls |
PP, plastmasa |
|
Produkta lielums |
295x295x50mm |
|
Produkta svars |
300Grammas |
|
Pelējuma materiāls dobumam &. Kodols |
P20, 718 |
|
Pelējuma pamatne |
P20, 718H |
|
Injekciju sistēma |
Aukstais skrējējs |
|
Piemērota injekcijas mašīna |
350T |
|
Pelējuma izmērs |
510x510x150mm |
|
Pelējuma mūža laiks |
Vairāk nekā 500, 000 datori |
KāpēcCstrupsTo UsešuPpēdējaisEggTRejs?
Plastmasas olu paplāte ir ļoti praktiska virtuves trauka, kurai ir daudz priekšrocību un kas mums var radīt daudz ērtības un ērtības.
Pirmkārt, plastmasas olas ir vieglākas, vieglāk tīrāmas un mazāk pakļautas rūsēšanai, salīdzinot ar tradicionālajām metāla olu paplātēm. Kad mēs parasti izmantojam metāla olu paplātes, mēs bieži secinām, ka metāla materiālu ir viegli iegūt netīrs un to ir grūti tīrīt. Plastmasas olu paplātes ir ne tikai vieglas, bet arī ērtākas un efektīvākas lietošanas. Tos var iztīrīt tikai ar vienkāršu skalošanu, samazinot mūsu darba slodzi.
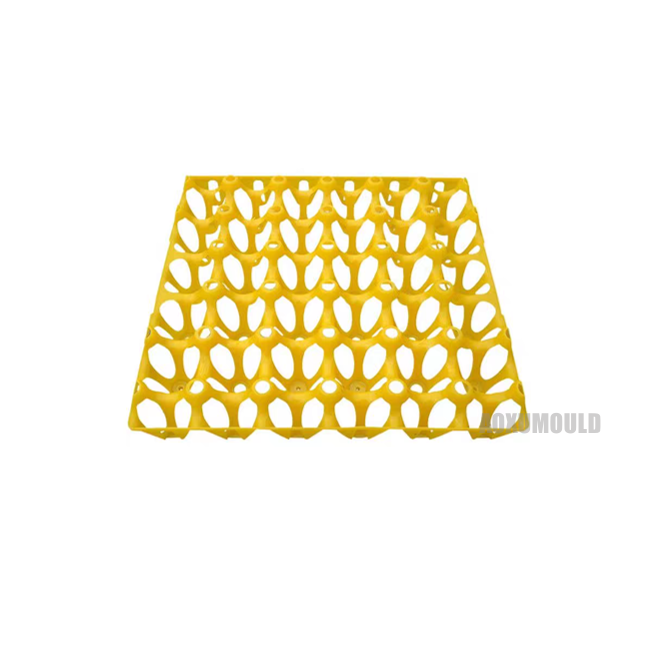
Otrkārt, plastmasas olu paplāšu izskats ir daudzveidīgs, ar spilgtām krāsām un jauniem stiliem, kurus var saskaņot ar dažādiem virtuves rotājumiem, lai palielinātu virtuves vispārējo skaistumu. Kad mēs to izmantojam, mēs varam izvēlēties savas iecienītās krāsu kombinācijas atbilstoši personīgajām vēlmēm, kas rada jautrības un dekoratīvas efekta sajūtu.
Atkal plastmasas olu paplātēm ir noteiktas pretslīdēšanas īpašības, kas apgrūtina olu izslīdēšanu, novietojot uz paplātes, izvairoties no olu sadursmēm un samazinot bojājumu līmeni. Izmantojot tradicionālās metāla olu paplātes, mēs bieži saskaramies ar situācijām, kad olas izslīd, liekot tām pārsprāgt un palielinot nevajadzīgus atkritumus. Plastmasas olu paplātēm ir noteiktas pretslīdēšanas īpašības, kas var efektīvi aizsargāt olas, pagarināt uzglabāšanas laiku un samazināt pārtikas atkritumus.
Visbeidzot, plastmasas olu paplātes ir pieejamas par pieņemamu cenu, un tām ir ilgs kalpošanas laiks, padarot tos par ekonomisku virtuves trauku. Iegādājoties virtuves traukus, mēs parasti uzskatām cenu koeficientu, un plastmasas olu paplātes ir lētas, rentablas, tām ir ilgs kalpošanas laiks, nav viegli sabojāts un ir ļoti praktisks sadzīves priekšmets.
KāTo DetermīnsTviņšTypeAndPnovietojumsOf InosēšanāsGēdeFvaiPpēdējaisEggTstarsPelējums?

Plastmasas olu paplātes ir parasts sadzīves priekšmets, kas izgatavots, izmantojot iesmidzināšanas veidošanas tehnoloģiju ražošanas procesā. Injekcijas vārti ir ļoti svarīga iesmidzināšanas veidošanas sastāvdaļa, kas tieši ietekmē produkta veidņu kvalitāti un procesa efektivitāti. Zemāk es sīki analizēšu iesmidzināšanas vārtu veidus un pozīcijas plastmasas olu paplātēs.
Pirmkārt, apskatīsim injekcijas veidņu veidus. Neliela izmēra produktiem, piemēram, plastmasas olu paplātēm, parasti izmantotie iesmidzināšanas veidņu vārtu veidi ir punktu bloķēšanas vārti, sānu bloķēšanas vārti un tiešie vārti. Punktu bloķēšanas vārti ir vārtu tips, kas no vienas vai vairākām produkta pusēm injicē izkausētu plastmasu veidnes dobumā, kas piemērota produktiem ar salīdzinoši plakanām virsmām. Sānu bloķēšanas vārti tiek izmantoti, lai no vienas veidnes puses ievadītu izkausēto plastmasu veidnes dobumā, un tas ir piemērots situācijām, kad produkta virsmai ir nevienmērīgas faktūras. Tieša ielejas vārtu izmantošana tiek izmantota izkausēto plastmasas ievadīšanai tieši veidņu dobumā no produkta augšdaļas, kas piemērota produktiem ar vienkāršām formām. Izvēloties iesmidzināšanas veidņu vārtu veidu, ir jāizdara saprātīga izvēle, pamatojoties uz produkta projektēšanas un ražošanas prasībām.
Tālāk parunāsim par iesmidzināšanas veidņu vārtu atrašanās vietu. Tādiem produktiem kā plastmasas olu paplātēm ir ierasts izvēlēties iestatīt vārtus produkta malās, lai atvieglotu plastmasas iekļūšanu veidnes dobumā un piepildītu visu produktu. Tajā pašā laikā tas var arī samazināt burbuļu un īsu materiālu parādīšanos iesmidzināšanas procesā, nodrošinot produktu formēšanas kvalitāti. Izvēloties injekcijas vārtu pozīciju, ir jāņem vērā tādi faktori kā produkta izskata prasības, veidnes grūtības un vārtu pēcapstrāde, lai galu galā noteiktu vispiemērotāko stāvokli.
Turklāt, lai uzlabotu produkta izskata kvalitāti un ražošanas efektivitāti, produkta projektēšanā un pelējuma struktūrā var veikt dažas optimizācijas. Piemēram, palielinot pelējuma dobumu skaitu, iestatot izgrūdēja tapas vai izplūdes sistēmas, var uzlabot produktu veidņu precizitāti un ražošanas efektivitāti. Tajā pašā laikā var apsvērt arī īpašas procesa tehnoloģijas, piemēram, karsto skrējēju tehnoloģiju un laminētu veidni, lai vēl vairāk uzlabotu produkta kvalitāti un ražošanas efektivitāti.
Produkta dizains &. Pelējums

ProgressAsakropļošanaPpēdējaisEggTstarsInosēšanāsPelējums Procesēšana
Plastmasas olu paplātes iesmidzināšanas veidnes apstrādes grafikam jāievēro sistemātisks process, kas apvienots ar pelējuma ražošanas tehnoloģiju un projekta atskaites punktiem plānošanai. Šis ir Aoxu veidnes apstrādes progresa plānošanas sistēma.
1. Dizaina fāze (5-10 dienas)
Prasību analīze: precizējiet produkta specifikācijas (lielums, caurumu skaits, slīpēšanas slīpums utt.) Un pelējuma dzīves prasības.
Pelējuma struktūras dizains: aizpildiet 3D atdalīšanas, ieliešanas sistēmas (punktu vārtu vai sānu vārtu), dzesēšanas sistēmas un izgrimšanas mehānisma dizainu.
Zīmēšanas izvade: ģenerējiet apstrādes zīmējumus, montāžas zīmējumus un elektrodu projektēšanas rasējumus un apstipriniet atslēgu pielaides (piemēram, ± 0. 05mm) ar klientu.
2. Materiāla sagatavošana (3-5 dienas)
Pelējuma pamatnes iepirkums: atlasiet standarta pelējuma bāzes (piemēram, LKM standarta), pamatojoties uz pelējuma izmēru vai pielāgojiet nestandarta veidņu bāzes.
Tērauda pasūtīšana: dobumam/serdeņam tiek izvēlēts iepriekš rūdīts tērauds (piemēram, P20 vai 718H), un izgrūdēja tapai un slīdnim tiek izmantoti augstas cietības materiāli (piemēram, H13).
Ārpakalpojumu detaļu sagatavošana: pirms pasūtījuma karstā skrējēja sistēma un standarta detaļas (avoti, vadošie kolonnas utt.).
3. apstrādes posms (15-25 dienas)
Raupja apstrāde: pelējuma bāzes atsauces virsmas un dobuma kontūras CNC frēzēšana ar rezervētas precizitātes apstrādes piemaksu 0. 2-0. 3mm.
Siltuma apstrāde: vakuuma rūdīšana tiek veikta uz detaļām, kurām nepieciešama liela cietība (piemēram, cietība hrc 48-52).
Precīza apstrāde:
Precīzijas frēzēšana: aizpildiet dobuma virsmas apstrādi (ieteicams izmantot piecu asu darbgaldu).
Elektriskā izplūdes apstrāde (EDM): apstrādes vietas, ar kurām CNC nevar rīkoties, piemēram, dziļas rievas un asi stūri.
Stieples griešana: precizitātes caurumu apstrāde, piemēram, izgrūdēja tapu caurumi un ievietošanas laika nišas.
Virsmas apstrāde: pulējiet dobumu spoguļa virsmai (ra mazāka vai vienāda ar 0. 1 μm) un vajadzības gadījumā veiciet nitring apstrādi.
4. Asambleja un nodošana ekspluatācijā ({5-7 dienas)
Komponentu montāža: uzstādiet ežektora sistēmu un dzesēšanas ūdens ķēdi (nepieciešama 3MPA spiediena pārbaude).
Pelējuma piemērotības pārbaude: pārbaudiet atdalīšanas virsmas piemērotību (sprauga mazāka vai vienāda ar 0. 02mm) un slīdņa kustības gludumu.
Iepriekš pieņemšana: veiciet tukšu pelējuma testēšanu pelējuma rūpnīcā un reģistrējiet galvenos dimensiju datus.
5. Izmēģinājuma veidošana un optimizācija (3-5 dienas)
Pirmā izmēģinājuma veidne (T1): pārbaudiet iesmidzināšanas formēšanas parametrus (materiāla temperatūra, turēšanas laiks) un produktu demolēšanas efektu.
Problēmas korekcija:
Pielāgojiet izplūdes rievas dziļumu (parasti 0. 02-0. 03mm).
Optimizējiet dzesēšanas ūdens sistēmas izkārtojumu, lai samazinātu cikla laiku.
Izlabojiet zibspuldzes vai saraušanās problēmas (samazinot injekcijas spiedienu vai modificējot vārtu lielumu).
Pirms ražošanas izmēģinājuma veidne (T 2- T3): nepārtraukti ražojiet 100-200 veidnes, lai pārbaudītu stabilitāti.
PārbaudītPlastmasas olu paplātes pelējums
Pakete un. Piegāde

Pelējuma sastāvdaļas
Pelējuma tērauds

Karstā skrējēja sistēma

Standarta daļas

Biežāk uzdotie jautājumi
Klientu atsauksmes






