



Pelējuma specifikācijas
|
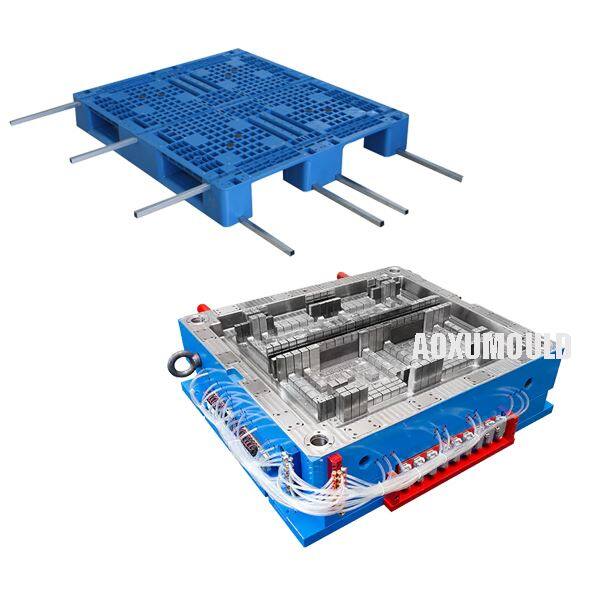
Pelējuma nosaukums |
Lieljaudas palešu pelējums |
|
Produktu materiāls |
HDPE, plastmasa |
|
Produkta lielums |
1085x1085x145mm |
| Produkta svars |
25,6 kg |
|
Pelējuma materiāls dobumam &. Kodols |
P20 |
|
Pelējuma pamatne |
C45 |
|
Injekciju sistēma |
Karsts skrējējs |
|
Piemērota injekcijas mašīna |
3000T |
|
Pelējuma izmērs |
1550x1550x880mm |
|
Pelējuma mūža laiks |
vairāk nekā 300, 000 datori |
Materiāli un lieljaudas palešu veidņu ražošanas process

Materiāli, ko izmanto lieljaudas palešu veidnēs
Lieljaudas palešu veidnēm ir jāiztur augsts spiediens, nodilums un atkārtota lietošana, tāpēc tās parasti tiek izgatavotas no augstas kvalitātes instrumentu tēraudiem ar īpašām ārstēšanas metodēm:
1. Pamatnes pamatmateriāli
P20 STEEL-parasts iepriekš izturīgs tērauds (HRC 28-32) vidēja līmeņa veidnēm.
718h tērauds (modificēts P20) - augstāka cietība (HRC 32-36) un labāka pulcējamība ilgiem ražošanas braucieniem.
H13 tērauds (karstā darba instruments Steel)-lieliska karstuma pretestība (HRC 48-52), ko izmanto liela apjoma ražošanai.
S136 / nerūsējošais tērauds-pret koroziju izturīgām veidnēm (piemēram, pārtikas līmeņa paletēm).
2. Virsmas apstrāde (izturības uzlabošana)
Nitreding - palielina virsmas cietību un nodiluma izturību.
Cietais hroma pārklājums - samazina berzi un novērš koroziju.
Titāna nitrīda (TIN) pārklājums - paplašina pelējuma dzīvi abrazīvos apstākļos.

Lieljaudas palešu veidņu ražošanas process
1. Dizains un inženierija
3D CAD modelēšana - nodrošina precīzas palešu izturības un funkcionalitātes izmērus.
CAE analīze - imitē iesmidzināšanas plūsmu, dzesēšanu un stresa sadalījumu.
2. CNC apstrāde
Rupja apstrāde - pamata formas frēzēšana no tērauda blokiem.
Precīza CNC apstrāde-dobumu, serdeņu un ejektoru sistēmu griešana ar augstu precizitāti.
EDM (elektrisko izlādes apstrāde) - sarežģītām detaļām un asām malām.
3. Siltuma apstrāde un sacietēšana
Redošana un rūdīšana - palielina tērauda cietību (piemēram, H13 tērauds līdz HRC 50).
Stresa mazināšana-novērš deformāciju ilgstošas lietošanas laikā.
4. Virsmas apdare un pulēšana
Manuāla/CNC pulēšana - nodrošina gludas palešu virsmas (novērš pielipšanu).
Tekstūras pielietojums-ja nepieciešams, pievieno anti-slip modeļus.
5. Montāža un pārbaude
Pelējuma montāža - pieguļošie ežektoru tapas, slīdņi un dzesēšanas kanāli.
Izmēģinājuma injekcija - testē pelējuma veiktspēju un palešu kvalitāti.
Produkta dizains &. Pelējums

Galvenie dizaina apsvērumi
|
A. Slodzes nesoša struktūra Biezas ribas un pastiprinātas kājas lielām statiskām/dinamiskām slodzēm. Optimizēts sienas biezums (parasti 3–5 mm), lai līdzsvarotu izturību un svaru. B. Leņķu melnraksts un daļas atbrīvošana 1–3 grādu iegrimes leņķi uz vertikālām sienām, lai viegli izmestu. Gludas pārejas, lai izvairītos no stresa koncentrācijas. C. pretkaršu dizains Sabalansēti dzesēšanas kanāli, lai novērstu nevienmērīgu saraušanos. Simetriski ribu raksti vienmērīgai izturībai. D. Pielāgošanas iespējas Nestable/sakraujami dizainparaugi kosmosa taupīšanas glabāšanai. Autoiekrāvuma ieejas punkti (4- Way vai 2- Way Access). Kanalizācijas caurumi (lietošanai brīvā dabā/tīrā telpā).
|
Pakete un. Piegāde

Pelējuma sastāvdaļas
Pelējuma tērauds

Karstā skrējēja sistēma

Standarta daļas

Priekšrocības, kas saistītas ar pastiprināta tērauda pievienošanu lieljaudas paletēm
|

Klientu atsauksmes






